Black diffuser for background lighting
LED lighting in pharmaceutical applications

One type of lighting that is gaining increasing importance in the pharmaceutical and medical technology industries is backlighting. It is particularly suitable for measuring the fill levels of transparent or partially transparent containers such as a vial filled with medication. A black diffuser plate allows for the installation of an additional type of lighting for additional testing with the same camera.
Where the human eye used to inspect the quality of industrially manufactured products using tools such as calipers or a magnifying glass, optical inspection systems are now predominantly used. These systems typically consist of a lighting unit that optimally illuminates the object being inspected, a camera that captures an image of the object, and software that analyzes the generated inspection image. Due to the cost savings in personnel, the lower error rate, the higher sterilization, and the digital documentation, users are increasingly turning to these systems. However, due to the wide variety of products, there is not one optical inspection system that can be applied to all products for inspection control, but rather countless variations and versions. The lighting unit is one of the most versatile parts of the overall system, as not only the type of lighting, such as incident, darkfield, or backlighting, but also the lighting color (red, green, blue, infrared, ultraviolet, white) can be chosen for the respective application case. Each type of lighting has individual light properties that are useful for certain inspection tasks. One type of lighting that is gaining increasing importance in the pharmaceutical and medical technology industries is backlighting.
Construction and use of backlighting
The lighting principle is revealed in the name: the light shines behind the component being tested. The construction of such lighting can vary, with the following being very common. Bright SMD LEDs are arranged on a base plate in a full-surface and densely populated manner. Above this is a milky diffuser plate. This converts the individual light rays emanating from the LEDs into many partial rays. Since these partial rays go in different directions, non-directed, diffuse light is created, resulting in a homogeneous illumination. With this light property, backlighting is particularly suitable for measuring the fill levels of transparent or partially transparent containers and for checking the outlines of products.
Measurement of the fill level of a vial
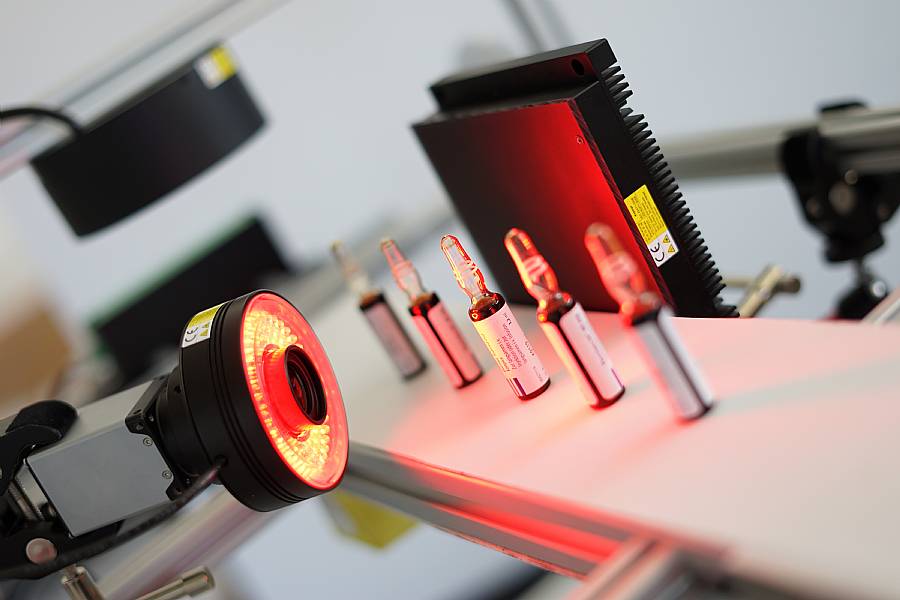
One example of use is the optical measurement of the fill level of a vial filled with medication. The backlighting illuminates the vial, and the liquid in the vial refracts the light. On the camera image, the liquid-filled area of the vial stands out from the liquid-free area. Subsequently, software analyzes whether the vial is properly filled. This testing is particularly essential in the pharmaceutical and medical technology industries, as, for example, incorrect dosing of medication can have fatal consequences.
Product innovation: black diffuser
In addition to the classic backlighting with a milky diffuser plate, there is now also a version with a matte black diffuser. The lighting structure differs only in the diffuser plate mounted on the LEDs. The black, matte diffuser plate allows the light of the LEDs to pass through in the switched-on state. When the lighting is in the switched-off state, the black, matte diffuser plate serves as an optimal non-reflective background. Staying with the example of the medication vial, in the switched-on state, the fill level could be checked as described above. In the switched-off state, the labeling of the medication with the batch number and expiration date could be checked for accuracy using a second lighting, such as incident lighting. This testing is only possible with the black, matte diffuser plate, as it absorbs most of the incident light. With backlighting using a milky diffuser, there are disturbing reflections that prevent accurate label testing. By combining two lighting units at one inspection station, two inspection tasks can be performed consecutively using only one camera. This saves costs, as one camera and one software perform two inspection tasks, and speeds up the inspection process, as the component does not have to be transported to a second station after the first inspection. Cost, space and time savings are the main goals in optimizing and developing optical inspection systems.
Read the full article at Wiley Industry News (German language)